Thanks for the detailed clarifications. I will now conduct research to compile a structured manual covering all aspects, including:
- A tools and materials section listing required equipment, procurement links, and cost estimates from Amazon UK, CPC Farnell, and other reputable UK retailers.
- A review of electroPioreactor suitability based on the provided documentation, assessing whether it can be used for platinum plating or if a bench power supply is preferable.
- A literature review to determine standard platinum plating thicknesses for similar applications.
- Recommendations for the best commercially available platinum plating solutions.
- An optimal surface preparation methodology for titanium rods to ensure consistent plating.
- Guidance on plating thickness and uniformity measurement, with both low-cost and high-end options.
- Instructions for producing 12 matched electrodes for comparative academic trials.
- A cost-effective method for producing 2 matched electrodes using an electroPioreactor, including whether a bench power supply adds significant advantages.
I’ll get back to you once I have compiled the findings into a detailed report.
1. Tools and Materials
To achieve consistent platinum plating on titanium rods, prepare the following tools and consumables. Items are grouped by function, with purchase options (UK suppliers) given per the cost categories:
-
Titanium Rods (6 mm diameter, Grade 2 or 5): 60 mm length rods (or longer rods cut to size) serve as the electrode base. Look for high-purity (≥99.5%) titanium for corrosion resistance. For example, Goodfellow offers Grade 2 Ti rods (6 mm Ø, 99.6+% purity) (Titanium, rod, 100mm, diameter | GF04311638-1EA). Packs of small rods are available online (e.g. uxcell 5 × 100 mm GR5 rods for ~£15–£30) (uxcell 5Pcs GR5 Titanium Rod, Dia 6mm 0.23" Length 100mm 3.94 …). Ensure rods are uncoated and cleaned of any grease or oxide (surface prep steps in Section 5).
-
Platinum Plating Solution: A high-quality platinum electroplating bath is critical for repeatable results. We recommend a ready-made tank plating solution containing platinum complexes (typically ~4 g Pt per liter) (P52510 | Platinum Plating Solution) for consistent deposition. For instance, a 1 L platinum plating solution (plating range 0.2–20 µm) is ~£195 (P52510 | Platinum Plating Solution). Smaller volumes are available: Spa Plating (Goldn) sells 50–250 mL Platinum Tank Plating Solution (UK) for ~£23–£114 (inc. VAT) (Platinum - Electroplating equipment). These commercial solutions are formulated for uniform, adherent plating. (Items over £50: 1 L plating solution; Items £10–£50: 50–250 mL solution options.)*
-
Plating Anode (Inert Counter Electrode): Use a platinum-coated or platinum mesh anode to complete the circuit during electroplating. An expanded platinized titanium mesh is ideal – e.g. small strips of platinized Ti mesh can be obtained for <£10 (Evaluating platinized electrodes for electrolysis - Development - AMYBO.org). A higher-quality option is a platinized titanium rod/plate from a reputable source (for example, a 6 mm × 85 mm platinized Ti electrode was ~£28.60 from Goldn including shipping (Evaluating platinized electrodes for electrolysis - Development - AMYBO.org)). The anode should have a pure platinum coating to avoid contaminating the bath. (Items under £10: eBay/Amazon Ti mesh strips; over £10: custom platinized Ti rods or larger mesh panels.)*
-
DC Power Supply (Adjustable): A stable bench-top DC power supply is recommended for controlling plating current/voltage. Choose a supply capable of ~0–30 V and ~0–5 A output with fine adjustment. Many lab power supplies fall in the £50–£150 range. For example, a single-channel 30 V/5 A supply with digital controls is ~£89 (£106 inc VAT) at CPC Farnell (72-2540 - Single Output DC Bench Power Supply with RS232 … - CPC). Amazon UK also offers popular 0–30 V, 5 A models around £60 (rated 4.6★, 200+ bought) (Bench Power Supply - Amazon.co.uk). Ensure the supply can operate in constant current mode (for uniform plating thickness). (Items over £50: bench PSU options from Tenma, Korad, etc.; £10–£50: smaller hobby supplies if budget-limited.)*
-
Electrical Leads and Connectors: To connect the titanium cathode and platinum anode to the power source, gather insulated wires and clips:
- Alligator/Crocodile Clips for temporary connections (bundles of 10 are ~£5–£10). These allow attaching to rods or mesh easily.
- Ring or fork crimp terminals (M4/M6 size) if bolting electrodes through lids (as in Pioreactor vial caps) (Bill of Materials? - Development - AMYBO.org). These ensure a secure, repeatable connection.
- Banana plug leads compatible with your power supply outputs (often included with the PSU or ~£5 for a pair).
(Items under £10: connector sets, clip leads – consider bundling multiple small items in one order to reduce shipping.)*
-
Plating Vessel: Use a chemically resistant container to hold the plating solution. For single electrodes, a glass beaker (100–250 mL) or polypropylene cup works well. For plating multiple electrodes or larger volumes, a wider glass dish or small tank is useful. Ensure the container is deep enough to immerse ~35 mm of the rod. (Glass beakers ~100 mL cost ~£2–£5 each, often sold in packs – bundle with other lab glassware to exceed £10 if needed.)
-
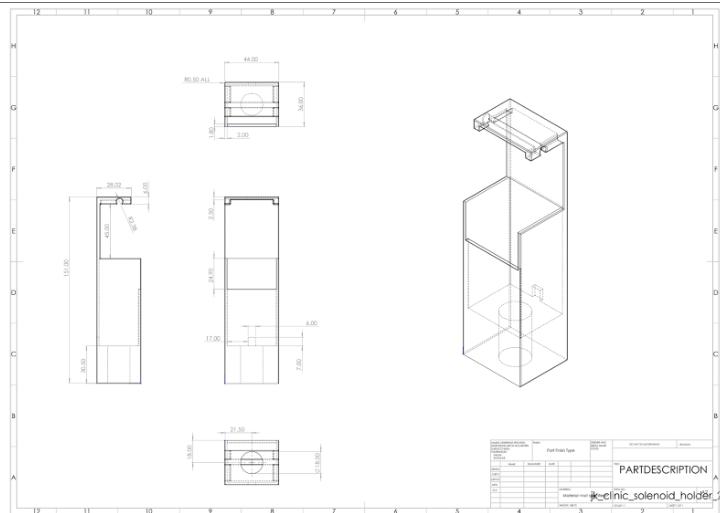
Positioning Jig/Holder: Devise a way to hold the titanium rod such that ~35 mm of its end is submerged in solution, without touching the container or anode. For instance, use a clamp stand or a 3D-printed vial cap (the AMYBO Pioreactor community provides a cap design for 6 mm electrodes (Evaluating platinized electrodes for electrolysis - Development - AMYBO.org)). You can also use alligator clips to suspend the rod, but ensure consistent immersion depth. Mark the 35 mm length on each rod and mask above it (e.g. with PTFE tape or lacquer) to prevent accidental plating beyond the target area.
-
Cleaning Supplies: Proper cleaning is crucial (detailed in Section 5). Prepare:
- Degreasing solvent – e.g. acetone or isopropanol (lab-grade, £10–£20 per liter) to remove oils.
- Detergent – mild laboratory detergent or dish soap for ultrasonic cleaning (if available).
- Abrasion materials – fine grit abrasive paper or sandpaper (400–600 grit, a few pounds) to roughen the titanium surface slightly if needed.
- Acid for etching – see Section 5; may include nitric acid (~£15 for 500 mL) and HF or a substitute (HF requires specialized procurement and handling, see safety). Alternatively, oxalic acid (~£10/kg) or ammonium bifluoride (~£20/500 g) can be used for surface activation (often available from chemical suppliers). (These chemicals are hazardous; ensure proper facilities – they are typically stocked in labs, not general retailers.)
-
Safety Equipment: Always have appropriate PPE when handling plating solutions and acids:
- Nitrile or neoprene gloves (disposable nitrile gloves are ~£5–£10 per box) (Bill of Materials? - Development - AMYBO.org). Use heavy-duty gloves when working with HF or hot acids.
- Eye protection – chemical splash goggles (£5–£15) and/or a face shield if using HF.
- Lab coat or apron to protect skin and clothing.
- If using HF: calcium gluconate gel (emergency antidote for HF burns) should be on hand, and a fume hood is required.
(Items under £10: basic PPE like gloves, goggles can be bundled; over £10: specialized HF-resistant gloves or fume handling equipment if needed.)
-
Optional Equipment:
- Ultrasonic Cleaner – for superior cleaning of the titanium surface (small 1–2 L ultrasonic baths are ~£50–£100). Ultrasonic agitation in detergent helps remove grime and oxide.
- Magnetic Stirrer or Agitation – gentle stirring of the plating solution during deposition can improve uniformity. A stir plate (~£30–£80) or even manual periodic agitation can be used. Not strictly required for small electrodes, but recommended for consistent results across labs.
- Analytical balance (0.1 mg resolution) – to measure the rod’s weight before and after plating for thickness calculations (many labs have one; if not, these are >£100). Alternatively, a high-precision scale (±0.001 g) around £50–£100 can serve for gravimetric analysis of plating thickness.
By assembling the above, you will have the necessary setup to plate titanium electrodes consistently. The listed procurement options (Amazon, CPC/Farnell, etc.) help ensure each lab can obtain similar equipment, promoting reproducibility. In particular, using the same plating solution brand and controlling plating current via a proper power supply are key to identical results across sites.
2. ElectroPioreactor Suitability for Plating
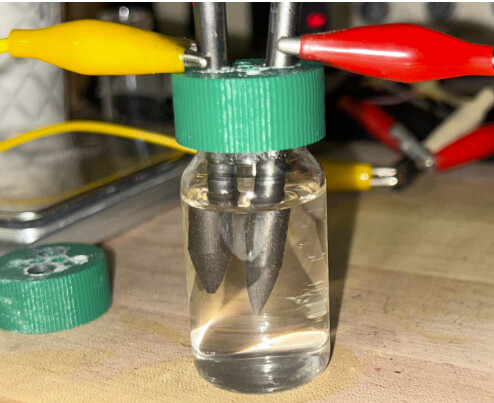
The electroPioreactor (as described in the AMYBO HOB Enrichment setup) is a small bioreactor system designed to cultivate microbes with in-situ electrolysis (Evaluating platinized electrodes for electrolysis - Development - AMYBO.org) (Evaluating platinized electrodes for electrolysis - Development - AMYBO.org). It typically consists of a 20 mL culture vial with electrode ports and is controlled by a Raspberry Pi (via the Pioreactor hardware) (Bill of Materials? - Development - AMYBO.org) (Bill of Materials? - Development - AMYBO.org). One question is whether this system’s built-in electronics can double as a plating power source, eliminating the need for a separate bench supply.
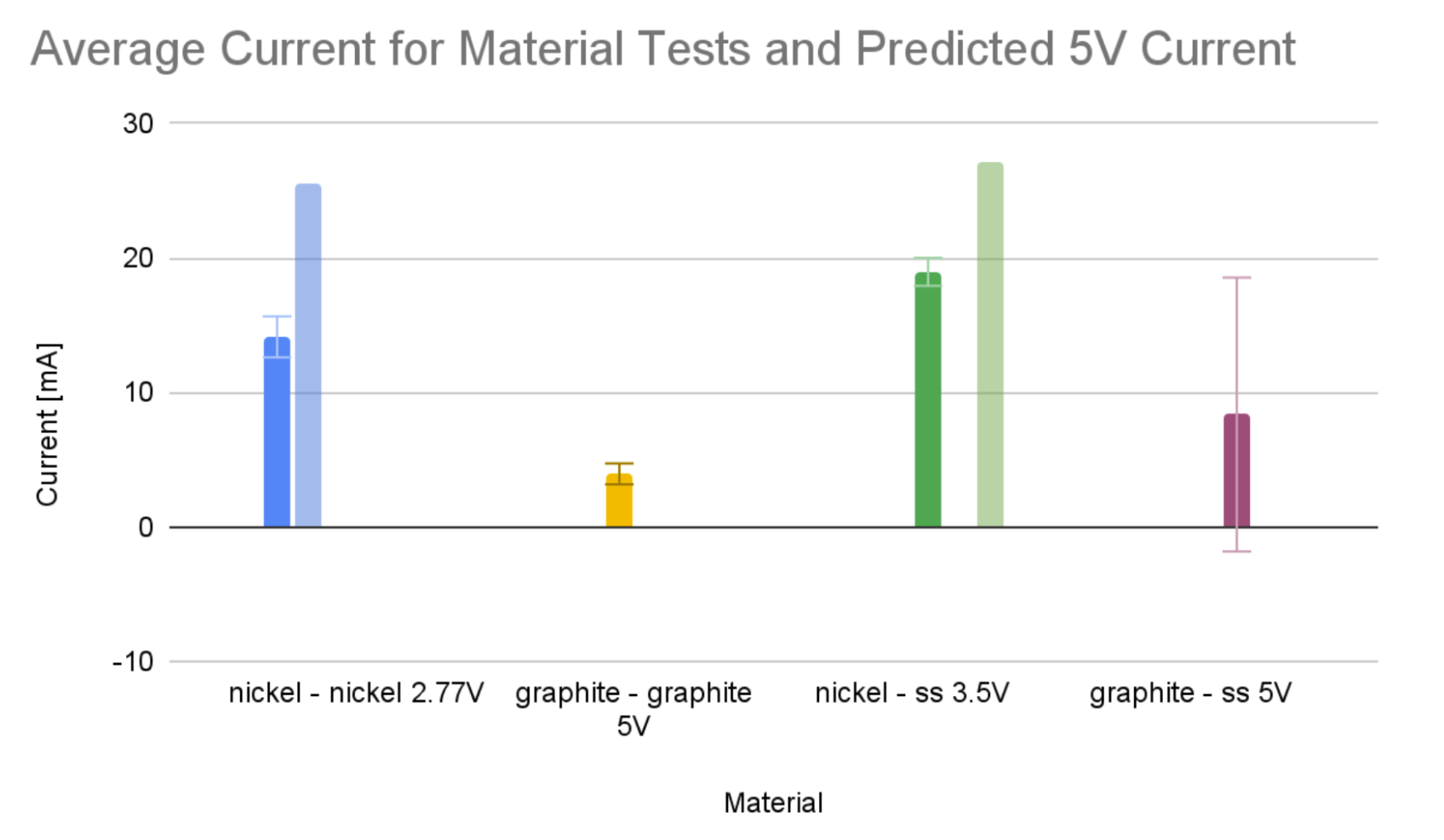
Capabilities of the ElectroPioreactor: In the Pioreactor setup, one of the LED control channels was repurposed to drive current through electrodes (Evaluating platinized electrodes for electrolysis - Development - AMYBO.org). For example, channel D (normally an LED output) was set to 10% intensity to perform water electrolysis using a platinized Ti anode and stainless cathode (Evaluating platinized electrodes for electrolysis - Development - AMYBO.org) (Evaluating platinized electrodes for electrolysis - Development - AMYBO.org). This indicates the Pioreactor can source some DC current (likely via a transistor or LED driver circuit) to the electrodes. Users observed gas bubble formation and changes in solution, confirming that the Pioreactor can deliver current for electrochemical reactions (Evaluating platinized electrodes for electrolysis - Development - AMYBO.org) (Evaluating platinized electrodes for electrolysis - Development - AMYBO.org). However, the exact current/voltage output is limited by the Pioreactor’s design:
- The LED drivers are designed for low-power LEDs, so the maximum current is likely in the tens of milliamps range (each channel possibly up to ~20–40 mA unless modified).
- The output voltage is constrained (probably 5 V or less, as it’s powered by USB/5 V). This may only support plating small areas at low current density.
- Control is via PWM “intensity” settings rather than a true constant-current or constant-voltage mode. This makes it harder to precisely control plating conditions. In Gerrit’s test, 10% LED intensity was used arbitrarily; a different unit or channel might deliver a slightly different current at “10%”.
Can it be used for electroplating? It is possible to plate with the ElectroPioreactor’s output, but it is suboptimal. For very small-scale plating (one or two electrodes) and if no bench supply is available, one could attempt to use the Pioreactor:
- Place the titanium rod (cathode) and a platinum anode in the Pioreactor vial filled with plating solution.
- Connect them to one of the Pioreactor’s channels (as done for electrolysis) (Evaluating platinized electrodes for electrolysis - Development - AMYBO.org).
- Use the software to set a certain PWM intensity to drive plating current, and run for a longer duration to deposit the desired platinum thickness.
However, there are significant limitations:
- Limited Current & Speed: The low current means plating will proceed slowly. For instance, achieving a few microns of platinum might take many hours, whereas a bench supply could do it in minutes with higher current. Long plating times increase the risk of uneven deposition (due to solution depletion near the electrode, etc.).
- Lack of Feedback Control: The Pioreactor cannot easily regulate exact current or measure plating progress. A bench supply provides constant current mode and readouts of voltage/current, ensuring repeatable conditions. Without this, each lab’s Pioreactor might output slightly different currents for the same “intensity” setting, leading to variability.
- Potential Hardware Strain: Running the Pioreactor LED driver at high output for extended periods (to plate) could overheat or stress it, since it wasn’t intended as a power supply. It might also introduce electrical noise into the Pioreactor’s sensing circuits (since it’s tied to LED control channels).
Assessment: The electroPioreactor is not ideally suited for electroplating beyond very rudimentary trials. It lacks the precision and power needed for consistent plating thickness and quality. In the AMYBO forum, project members themselves leaned toward using proper plating equipment – Martin suggested possibly plating titanium bolt anodes within a Pioreactor vial but using established plating methods (Evaluating platinized electrodes for electrolysis - Development - AMYBO.org). The consensus was that a dedicated plating process (potentially with an external supply) would be more reliable.
Bench Power Supply vs. Pioreactor: For standardized results across multiple labs, a bench power supply is preferable. It offers:
- Precise control: You can set the exact current (e.g. 50 mA) or voltage needed. This ensures each electrode sees the same conditions, crucial for repeatability.
- Higher current output: Allows plating at optimal current density for good adhesion and uniformity, and can plate faster. For example, if plating at 5 mA/cm² on a ~6.6 cm² area (35 mm of 6 mm rod), ~33 mA is needed – within a bench supply’s capability, but possibly near the upper limit of the Pioreactor channel.
- Stability: Bench supplies provide steady DC with minimal ripple, whereas the Pioreactor’s PWM might introduce pulsating current (unless filtered), potentially affecting deposit quality.
In summary, while an ElectroPioreactor can technically be repurposed for small-scale plating in a pinch, it is suboptimal for consistent, reproducible plating. Using it might be justified for a cost-effective trial of 1–2 electrodes (see Section 8), but for producing a set of identical electrodes across labs, a proper bench supply is strongly recommended. The slight added cost is justified by the improved control and repeatability of the plating process (Evaluating platinized electrodes for electrolysis - Development - AMYBO.org). Notably, community feedback from Spa Plating’s expert indicated that if regular electrode production is needed, investing in proper plating setup (or even making your own plating rig) is worthwhile (Evaluating platinized electrodes for electrolysis - Development - AMYBO.org).
Conclusion: The ElectroPioreactor is a clever multi-functional device for microbial experiments, but for platinum plating, use it only if no alternatives exist. For optimal and standardized results, use a dedicated DC power supply in a controlled plating setup, and keep the ElectroPioreactor for its primary purpose of culturing and monitoring HOB.
3. Standard Platinum Plating Thickness
In designing platinized titanium electrodes, one must decide on the target platinum coating thickness. Standard practice from literature and industry indicates that a few microns of platinum on the titanium substrate are sufficient for durable, inert electrodes:
-
Typical Thickness: Platinized titanium anodes commonly carry a platinum layer around 2.5 µm thick (Microsoft Word - Surface World Article - Web Copy 27.03.07.doc). This thickness has become a de-facto standard for many applications (e.g. in electrolysis, electroplating anodes, cathodic protection) because it provides an excellent balance of conductivity, catalytic performance, and longevity (Microsoft Word - Surface World Article - Web Copy 27.03.07.doc) (Microsoft Word - Surface World Article - Web Copy 27.03.07.doc). At ~2–3 µm, the platinum completely covers the substrate, ensuring the titanium is not exposed to corrosive environments during use.
-
Rationale: A 2–3 µm Pt coating is thick enough to behave like bulk platinum in electrochemical behavior (low overpotentials, high corrosion resistance), but thin enough to minimize platinum usage (Pt is expensive) and stress from thermal or mechanical mismatch. Thinner coatings (<1 µm) may work initially but tend to have microscopic porosity or pinholes; titanium could oxidize through these gaps and cause delamination over time. Much thicker coatings (>5–10 µm) are generally unnecessary for lab-scale electrodes and would consume more platinum without significant performance gain, except in extremely long-life or high-load applications.
-
Industry Standards: Suppliers of platinized titanium often specify a minimum coating thickness and sometimes a range. For example, one manufacturer notes their platinum-coated titanium wire anodes have at least 0.1 µm Pt (with up to 20 µm max for special cases) (Platinum Coated Titanium Wire - Jennings Anodes). However, high-performance electrodes usually use coatings on the order of a couple of microns. Technical literature confirms that platinised Ti/Nb anodes are “covered with a few microns of platinum (usually 2.5 µm)” (Microsoft Word - Surface World Article - Web Copy 27.03.07.doc). This thickness yields a very low wear rate; e.g., in a typical chromic acid bath, platinum consumption can be as low as 1–4 g per million ampere-hours of operation (Microsoft Word - Surface World Article - Web Copy 27.03.07.doc), meaning a 2.5 µm layer can last for years in service.
-
Similar Applications: In microbial fuel cells, water electrolysers, or sensor electrodes, reported platinum layer thicknesses are generally in the low-single-digit micron range. Academic papers and patents that discuss creating Pt/Ti electrodes often aim for ~1–5 µm Pt. For instance, a reference for platinum-coated titanium anodes in chlorine generation found that a few microns was sufficient, with optional post-deposition annealing to improve adhesion (Titanium platinum plating question | Gold Refining & Metal Extraction Forum) (Titanium platinum plating question | Gold Refining & Metal Extraction Forum). Another source (Jennings) provides custom Pt coatings up to 20 µm for special needs (Platinum Coated Titanium Wire - Jennings Anodes), but such thick layers are rarely needed in typical HOB research contexts.
-
Platinum Black vs. Smooth Plating: Note that some applications use platinum black (a micro/nano-porous platinum deposit) to maximize surface area (e.g. electrodes in hydrogen fuel cells or sensors). Platinum black coatings are usually very thin in terms of dense equivalent (maybe 0.1–0.5 µm if compressed), but appear thicker due to porosity. In our context (electrolysis anodes for HOB cultures), platinum black is not ideal – it can introduce contamination and is mechanically fragile. We focus on a smooth, adherent platinum plate, ~microns thick.
Recommendation: Aim for a platinum plating thickness of about 2.5 µm as a standard. This is a proven thickness for platinized titanium electrodes (Microsoft Word - Surface World Article - Web Copy 27.03.07.doc), providing a durable coating that can withstand repeated autoclaving (if needed for sterilization), long-term electrolysis, and any required cleaning. It also ensures that electrodes made in different labs (following the same procedure) will have comparable performance. Thicker coatings (up to ~5 µm) can be used if longevity is a major concern and platinum supply is not an issue, but increasing thickness beyond ~5 µm yields diminishing returns in corrosion resistance (Platinum Coated Titanium Wire - Jennings Anodes). If plating is done correctly, even 1–2 µm can function; however, given possible slight variances in plating between labs, targeting ~2.5 µm provides a safety margin that all electrodes are fully coated.
Finally, document the intended thickness and tolerances in your protocol. That way, all labs know the goal (e.g. “Each titanium electrode is plated with 2.5 ± 0.5 µm of platinum”). This clarity helps when verifying the results (Section 6) and ensures a shared standard for “identical” electrodes worldwide.