4/1/2025
Summary
Logistics: Procedure for bacterial tests are linked below. Please feel free to give us feedback on the process. We are also considering DNA sequencing after testing to see what other bacteria grew in the solution.
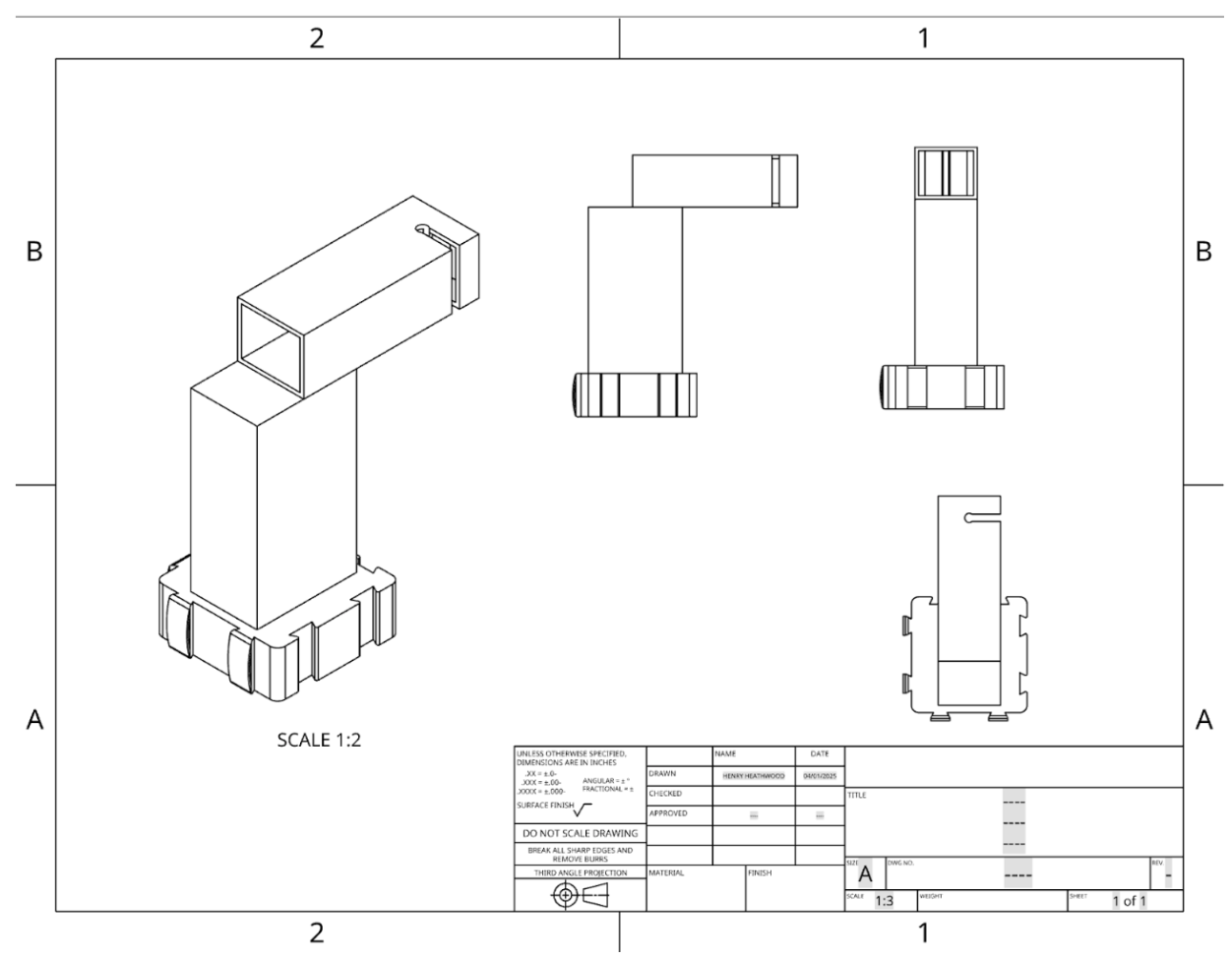
Valve Team: Our solenoid cannot overcome the spring force at the maximum stroke length. By shortening the stroke length, the solenoid is able to overcome the spring force. We are now testing our springs to ensure they can close the tubing while the solenoid can open the valve. We have integrated the dovetail modular design into our solenoid holder (pictured below) and will continue iterating on this design to ensure stability and fit.
Anode Team: All potentiostat tests are set to be done on April 10th, We are currently testing nickel, new graphite (without fillers), platinum plated titanium, and stainless steel as the anode with platinum plated titanium or stainless steel as the cathode. We are starting our pioreactor tests and are set to complete them by April 24th. We will run all tests initially without bacteria to set an OD measurement baseline before running with bacteria.